Excerpt
Contents
1 Introduction
1.1 Background and Problem Description
1.2 Purpose and Research Questions
1.3 Delimitations
1.4 Outline
2 Theoretical Background
2.1 Manufacturing-Execution-System
2.2 Intelligent Manufacturing
2.2.1 New-generation intelligent manufacturing
2.2.2 Digital twin in Manufacturing
2.2.3 Co-operation of MES and Machine Learning
2.3 Overall-Equipment-Effectiveness (OEE)
2.4 Artificial Intelligence
2.4.1 Machine Learning
2.4.2 Artificial Neural Networks
2.4.3 Usability of AI Methodologies in Manufacturing
3 Method and Implementation
3.1 Research Approach and Process
3.1.1 Literature Overview
3.1.2 Criteria and Indicator Selection
3.1.3 Assessment Methodologies
3.2 Case Study – MES Function Assessment
3.3 Validity and Reliability
4 Findings and Analysis
4.1 Assessment Framework
4.1.1 Criteria and Indicator Development
4.1.2 Criteria Priority
4.1.3 Criteria Data
4.1.4 Criteria AI Insight
4.1.5 Analysis of Assessment Framework
4.2 MES Function Assessment
4.2.1 Analogue Assessments
4.2.2 Digital Assessments
4.2.3 Analysis of MES Function Assessment
4.3 Findings Case Study
5 Discussion and Conclusions
5.1 Discussion of Method
5.2 Discussion of Findings and Analysis
5.2.1 Analysis of Assessment Framework (RQ1)
5.2.2 Analysis of Assessment Methodologies (RQ2)
5.3 Contribution to Academia and Industry
5.4 Conclusions
5.5 Future Research
6 References
7 Appendices
7.1 Appendix 1: MES Modules and their functions
7.2 Appendix 2: References to Criteria
7.3 Appendix 3: Template Assessment Checklist
7.4 Appendix 4: Assessed MES Function, Material Requirement List
Abstract
Artificial Intelligence arises in the manufacturing field very rapidly. Implementing Artificial Intelligence (AI) solutions and algorithms in the manufacturing environment is a well-known research field in academia. On the other hand, Manufacturing-Execution-System (MES) providers do not have a theoretical and pragmatic framework regarding the evaluation of MES functions in respect to their suitability for Artificial Intelligence. In order to be able to pre-evaluate whether a MES function shall be AI supported an intense literature research has been conducted. Academia shows few investigations regarding this field of research. Recent studies have been concerning about possible applications for MES functions in combination with AI. However, there is a lack of research in terms of pre-evaluating a MES function before embedding the function with AI support, since the development of AI solutions for MES functions without pre-evaluating those bears a waste of valuable resources. Therefore, the thesis work introduces an assessment framework consisting of decisive criteria and related indicators which describe qualitatively the suitability of AI for MES functions based on three criteria with related indicators. In addition, the researcher displays furthermore how the developed assessment framework can be used in order to assess the MES functions regarding their AI “readiness”.
In order to cope the findings through the thesis work an inductive research approach has been applied. Existing literature in the fields of intelligent manufacturing, Manufacturing-Execution-Systems, machine learning, deep learning, intelligent manufacturing, digital twin, and assessment methodologies have been extensively studied in order to base the theoretical developed framework on grounded theory.
A major issue was to focus the development of the assessment framework in harmony with academia and industry. The requirements for academia were met by providing profoundly investigation through the research fields. A case study was carried out in order to test the validity and reliability of the developed assessment framework for industry. The outcome of this thesis work was an assessment framework consisting of decisive criteria and related indicators when evaluating a MES function in respect to its AI suitability. Furthermore, an assessment checklist has been provided for the industry in order to be able to assess a MES function regards AI support in a quick and pragmatic manner. To generate a more generalizable assessment framework criteria and indicators have to be adapted, likewise testing the outcome of analogue and digital assessment methodologies will provide material for future studies.
Keywords
Manufacturing-Execution-System, Artificial Intelligence, Assessment Framework, AI suitability, Intelligent Manufacturing, Assessment Methodologies
1 Introduction
The following text pages will start by describing the background and problem description. Further on, the purpose is determined and the research questions are described. Finally the delimitations and the outline of the thesis work are displayed.
1.1 Background and Problem Description
The manufacturing area evolves into an environment with a growing degree of automation, computational assistance and system complexity (Kusiak, 2018). To keep on track with different data in the manufacturing environment a Manufacturing-Execution-System (MES) is being used. A MES receives all production information in real-time by obtaining the latest data from robots, machine monitors and operators (Kletti, 2019). It collects all the necessary data for each manufacturing order which ever takes places in a manufacturing company (Kletti, 2015). Manufacturing-Execution-Systems are divided into function groups, modules and functions. A MES has a diversity set of data. For instance, data about the manufacturing area, machines, operators, assets, production control station/status, material management, personnel time recording, personnel resource planning, production inspection, complaint management, quality management and checking incoming and outgoing goods. Data can be visualized individually for every unique MES user. Nevertheless, this approach to collect data and to have it visualized for the decision-making process does not provide manufacturing companies automatically a higher Overall-Equipment-Effectiveness (OEE) (Focke and Steinbeck, 2018; Gentsch, 2018a). Providers of Manufacturing-Execution-System try to counter this weakness of a MES, to be a data visualization tool, with embedded Artificial Intelligence (AI) algorithms to back up various functions in a MES in order to aim for higher profitability. This can be achieved by using automated analysing tools which grant a better understanding of data through AI insights. (Focke and Steinbeck, 2018; Kletti, 2019; Turner, 2019). It is expected that AI methodologies will boost the share-of-profit 39% in the manufacturing industry in 2035 (Purdy and Daughert, 2018) and regarding the German institute for infrastructure and communication services the highest potential of AI yields for leveraging the OEE and optimization of distribution and logistics (Martin Lundborg and Christian Märkel, 2019).
Artificial Intelligence, especially machine learning (ML), a sub-field of Artificial Intelligence, are software programs which do not have to be explicitly programmed by a set of rules, the algorithms “learns” to teach itself by experience with a given dataset and finds patterns, anomalies and is able to develop an own ruleset for a required application (Goodfellow, Bengio and Courville, 2017; Mitchell, 1997). The overall goal is to improve the scoring for a specific target by the amount of iterations made (Raina et al., 2007). An AI supported MES function can for example help to optimize the product scheduling (Novák, Vyskočil and Kadera, 2019), enhance product quality (Cupek et al., 2015) and improve optimal usage of human resources (Stadnicka, Litwin and Antonelli, 2019). In general, it can overtake the planning of complete manufacturing layouts consisting of all dependencies and vast amount of parameters in a holistic approach (Gentsch, 2018b; Schmitt, 2020). This could lead, as Gentsch (2018a) names it as “Super Intelligence Enterprise”. AI systems do not only execute algorithms, but AI methods also develop independent and flexible own algorithms in harmony with the strategy, resources, data and analytics to exert a global corporate goal (Gentsch, 2018a).
Manufacturing-Execution-Systems have synergies with AI methodologies (Kletti, 2019). Generally, to successfully reach a high-quality and reliable AI solution huge data bases are needed (Goodfellow, Bengio and Courville, 2017; Mohanty, Bhuyan and Chenthati, 2015). Ideally, the data are already labelled (which is needed for common types of ML) and pre-processing steps aren´t required in order to run AI algorithms on a specific set (Goodfellow, Bengio and Courville, 2017; Zhou et al., 2020). This saves runtime, yields higher performance rates, provides a fundamental data base and prevents inconsistent data. In terms of computer science long, runtimes and inconsistent data can lead to poor results for AI applications and the consequences are several debugging attempts, which affect the optimal resource utilization (Goodfellow, Bengio and Courville, 2017; Wittpahl, 2019). Moreover, Mantravadi et al. (2019) mentions, that if Machine learning is applied to a MES function it has, from a holistic view point, a higher impact for the overall OEE for the manufacturing company and has a scalable character, whereas single-island solutions for the manufacturing area do not yield this attributes.
This said, a MES can be an ideal data aggregator for AI applications (Kletti, 2015, 2019; Mohanty, Bhuyan and Chenthati, 2015). There are several online tools linked to AI methodologies which can help manufacturing companies to evolve their production and improve efficiency, such as kaggle, TensorFlow, Microsoft Azure, IBM Watson, Amazon AWS, just to name a few (Buchmeister, Palcic and Ojstersek, 2019; Singh and Manure, 2020). Nevertheless, companies have to handle and know how to use these tools and also the libraries for these tools. A MES with embedded AI methodologies shall improve the Overall-Equipment-Effectiveness of manufacturing companies. Additionally, a MES does not provide analytic and prediction capabilities, whereas AI algorithms can perform these tasks properly (Goodfellow, Bengio and Courville, 2017; Kletti, 2019; Zhou et al., 2020). The academic world mentions different use-cases whereas AI applications are used in the manufacturing area, i.e., anomaly behaviour in production line (Palensky and Dietrich, 2011) , optimizing energy efficiency (Palensky and Dietrich, 2011), analytical modelling and prediction (Vieira, Herrmann and Lin, 2003), anomaly detection by using inspection and after-sales service data (Ko et al., 2017) and to increase sustainability performance in machining (Woo et al., 2018). However, little research is given about the assessment of MES functions regarding their Ai suitability. As stated above, AI applications are existing in the manufacturing world and also MES functions do exist with embedded AI algorithms. Nevertheless, seldom research tackle the assessment of MES functions regarding their support with AI. MES functions are broad in their usage and this implies that not every MES function is suitable for an embedded AI application. As a matter of fact in order to evaluate a MES function regarding its AI suitability no frameworks are given. This is a major issue since MES providers have to assess MES functions before developing AI applications for different MES functions. Additionally, not many studies address the advantage of using existing information systems such as MES with embedded AI technology (Mantravadi, Li and Møller, 2019 - 2019). Embedded AI algorithms in MES can yield better results in the manufacturing area (Döbel et al., 2018; Mantravadi, Li and Møller, 2019 - 2019; Purdy and Daughert, 2018), than currently used state-of-the-art algorithms in Manufacturing-Execution-Systems, which perform poorer (Berres et al., 2018; Kletti, 2019; Mohanty, Bhuyan and Chenthati, 2015; Purdy and Daughert, 2018; Qi and Tao, 2018).
Literature regarding algorithms for potential fields of machine learning applications are generally available (Hutter, Kotthoff and Vanschoren, 2019; Turner, 2019). Furthermore, previous research has ignored the assessment of functions of a MES in combination with AI methodologies. There is little scientific approach which criteria are being used to determine the suitability of MES functions for AI support (Berres et al., 2018; Kletti, 2019; Mantravadi, Li and Møller, 2019 - 2019). Insofar, this suggests further research investigations and leads to a development of an assessment framework which consists a set of decisive criteria and indicators which cover the important parts of evaluating a MES function regarding its AI suitability (Berres et al., 2018; Kletti, 2015, 2019; Mantravadi, Li and Møller, 2019 - 2019; Turner, 2019).
However, as stated above, previous research has neglected to consider the scientific reasoning behind the assessment of MES functions regarding their AI suitability. This arises a major issue regarding the assessment and pre-evaluation which MES function shall be enhanced by AI algorithms. Even though with a scientific elaborated set of criteria and indicators there is no research available how to use these criteria to assess a Manufacturing-Execution-System function. Therefore, the research about the usage of the developed assessment framework consisting of criteria and related indicators leads to the second research question. The second research questions affiliates how the assessment framework can be used to assess a MES function in respect to its suitability of AI support. The research gap shall be covered with a qualitative inductive literature approach and result into the development of an assessment framework for the decisive criteria and corresponding indicators. Furthermore, the elaborated assessment framework will be used as a fundamental basis for the evaluation methodologies. Hence, it is possible to assess MES functions regarding their suitability for AI support.
1.2 Purpose and Research Questions
The conducted research will focus on the development of an assessment framework consisting of decisive criteria and indicator which will help to cover crucial parts in the decision-making. This leads to the first research question (RQ1), depicted below as following:
- RQ1: What criteria and indicators are decisive when deciding whether a function of a Manufacturing-Execution-System should be Artificial Intelligence supported?
The first research question investigates which criteria and indicators are crucial in terms of AI support for MES functions and will lead into a development of a framework. Research question 2 (RQ2) aims to elaborate on the assessment, how the developed criteria and indicator framework can be used to evaluate a Manufacturing-Execution-System function regarding its suitability for AI.
- RQ2: How can a Manufacturing-Execution-System function be assessed in respect to Artificial Intelligence suitability with a set of criteria and related indicators?
The expected outcome of research question 2 will lead into different assessment methods which use the developed criteria and indicators from RQ1. Answering the research question will provide researchers a fundamental scientific framework for further research, and on the other hand MES providers a guidance when assessing MES functions in respect to their AI suitability.
1.3 Delimitations
The thesis work will not include sufficient mathematical models and algorithms which are used in the Artificial Intelligence world. It would simply go over the edge and over the purpose of this thesis. The reader shall understand which crucial criteria and corresponding indicators are decisive when evaluating a MES function in respect to its AI suitability. This thesis work will do not include any code or algorithms. For further mathematical understand regarding Artificial Intelligence please refer to Goodfellow et al. (2017). Goodfellow et al. (2017) illustrates and describes mathematical models and algorithms which are used in the domain Artificial Intelligence. As stated above, the researcher will not explain the methodologies and mathematical procedures behind algorithms, the thesis work deals about the assessment of possible embedded AI MES functions not especially for the applications. The aim is to develop an assessment framework which helps to evaluate Manufacturing-Execution-System functions in respect to their suitability for AI methodologies. For in-depth research for Artificial Intelligence applications in the domain of manufacturing please refer to Berres et al., 2018; Döbel et al., 2018; Hutter, Kotthoff and Vanschoren, 2019; Kacprzyk et al., 2008; Kahraman, 2012; Kletti, 2019; Liu et al., 2018 - 2018; Mantravadi, Li and Møller, 2019 - 2019; Novák, Vyskočil and Kadera, 2019; Qi and Tao, 2018; Woo et al., 2018; Zhang et al., 2017; Zhou et al., 2018; Zhou et al., 2020.
Regarding the term “production”. Manufacturing companies can only produce tangible goods. This differentiates a manufacturing company from a production company; a production company can be a manufacturing company but a manufacturing company cannot be a production company, since the definition of a production company is the following: The use of resources to make goods or services (Black, Hashimzade and Myles, 2013; Fritz, 2018). Production companies transform inputs into outputs where the output can be physical or non-physical (Fritz, 2018). This includes goods which can be intangible. Manufacturing companies can only produce tangible goods, this thesis work is stick to the definition of manufacturing and if the term production is used, the manufacturing environment is meant. Furthermore, the thesis work focuses on the aspect which criteria and corresponding indicators are critical when deciding whether a MES function shall receive AI support. It does not provide any implementation tools. It is a guidance, and shall be used as a framework for MES providers and researchers, these groups can adapt the list to their internal requirements and needs.
1.4 Outline
The thesis work is divided into five chapters. Beginning with Chapter 1 the reader is introduced to the background and problem description. The motivation of the thesis work and the research gap is further explained. Subsequently the researcher highlights the purpose and research question resulting from the research gap. Furthermore, Chapter 1 includes the delimitations whereas the researcher states the scope of the thesis and defines several delimitations.
Chapter 2 describes the theoretical background which contains several topics to cope the knowledge needed to back up the research with a theoretical framework and illustrate the included domains in the thesis work. Starting with the definition and the scope of Manufacturing-Execution-System the reader understands the role of a MES in the manufacturing world. Afterwards the section intelligent manufacturing is introduced. The reader shall get an overview of these topics and their interwoven behaviour. In the end of Chapter 2 several assessment methodologies are explained, these methodologies grant the reader an overview of existing assessment methodologies related to the thesis work.
Chapter 3 explains the reader the crucial part of the research approach and research process. A literature overview, the criteria and indicator rule set and the description of the case study is mainly demonstrated in the mentioned chapter.
Chapter 4 presents the findings and analysis of the thesis work. Furthermore, the methodologies how a MES function can be assessed through the combination of the developed assessment framework is demonstrated. In sum, research question one and two are answered in this chapter.
Chapter 5 consists of the discussion and conclusion part. The discussion begins with the method section and is followed up by the discussion about the findings contributed by the thesis work. To summarize, conclusions are made and described. Finally, further research impulses are given by the researcher.
2 Theoretical Background
The theoretical background will be outlined in the upcoming text pages. Topics such as Manufacturing-Execution-System, intelligent manufacturing, Overall-Equipment-Effectiveness, Artificial Intelligence, machine learning and assessment methodologies will be further outlined.
2.1 Manufacturing-Execution-System
The first idea regarding Manufacturing-Execution-Systems was created around the 1980´s and was dedicated to the function groups production control, personnel management and quality management (Kletti, 2019). The main issue in the mentioned time was, that the systems were not dependent between each other and were operating independently. With the upcoming trend of Computer Integrated Manufacturing (CIM) in the 1990´s, these systems could transfer data intrinsically (Kletti, 2015). This allowed to extend the combination of the systems and founded a basement for data collection and validation systems in the manufacturing environment. A MES is divided into function groups, modules and functions. Each function group is divided into modules, and each module has a different amount of functions. The function group and their corresponding modules are described in a briefly manner in Table 1. Table 1 is a comprehensive overview over the function groups inside a MES and their modules. Kletti (2007, 2015, 2019) provides an in-depth explanation of existing function groups, modules and functions. For deeper knowledge please refer to Kletti (2017, 2015, 2019). Appendix 1 illustrates the functions of each module regarding Kletti (2015, 2019).
Table 1. Differentiation of function groups in a MES and briefly description of their modules (Kletti, 2007, 2015, 2019)
Abbildung in dieser Leseprobe nicht enthalten
Each listed function group has modules, these modules are in interaction with the different function groups and exchange information with themselves. A MES is only beneficial if these three functional groups are working aligned and dependent (Kletti, 2007). The production area requires input from the personnel management in order to schedule the upcoming products in the manufacturing area, therefore, the tool management is also required to be able to assign crucial tools for the scheduling. A Manufacturing-Execution-System is a tool in order to create or be able to display the current situation in the manufacturing area regarding production, staff and quality in real-time (Kletti, 2015). Users of a MES can licence a MES function singularly, and do not need to license other functions belonging to a module. Inside the module different functions are available, viewable at Appendix 1. That said, the user can license different modules and functions as a monthly or yearly subscription to use it for the manufacturing area, and is not bond to use all three function groups. Nevertheless, it is recommended by the MES provider to license all functions in order to provide a holistic overview of all the activities inside the manufacturing environment (Kletti, 2015, 2019).
In manufacturing the extraction of real-time data are given through sensors which are attached at the machines and throughout the whole process of manufacturing goods. The sensors are installed cross-over the whole shop floor, this enables the collection and filtration of data into information which can be used later on for decisions (Uhlemann et al., 2017). This set of pre-processed data are crucial for Artificial Intelligence methodologies, since the decision-making process for AI methodologies is based on huge data sets (Ulewicz, Jelonek and Mazur, 2016; Zhou et al., 2020). Therefore, the pragmatic requirements are given for the use of Artificial Intelligence, vast amount of data and the necessary technology stack to convert data into useful information (Mohanty, Bhuyan and Chenthati, 2015). The modules and their functions are being fed with the data from the shop floor and deliver data which are necessary in order to proceed with AI methodologies in the manufacturing area (Tan, Zhang and Ai, 2019).
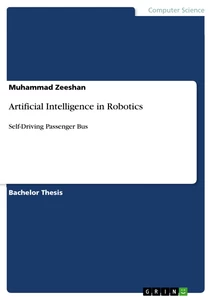
As stated in the annual manufacturing report from 2018, the technology stack consisting of cloud computing, big data and improved machine learning algorithms enabled the development of Artificial Intelligence in the manufacturing field (The Manufacturer, 2018). This status is influenced by the infrastructure and the vast amount of data which are accessible for manufacturing companies (Mohanty, Bhuyan and Chenthati, 2015). With the help of a Manufacturing-Execution-System, companies can monitor their holistic manufacturing process in a digital environment (Berres et al., 2018). Manufacturing companies can extract data in three predefined layers regarding to Kletti (2007, 2019), monitored in Figure 1.
Abbildung in dieser Leseprobe nicht enthalten
Figure 1. Data-exchange layers inside a manufacturing company, self-illustrated adpated from Kletti (2007, 2019)
As the Figure 1 monitors three different layers for the data-exchange inside a manufacturing construct do exist. All layers are interconnected. The ERP (Enterprise-resource-planning) system is responsible for the corporate management level which contains business resources and activities regarding money flow, raw materials, production capacity, status regarding purchase orders, payment checks for employees. This system is also mainly integrated with the whole supply-chain-process within the company and is also accessible for third parties, in order to have a real-time overview of the business activities (corporate management level) (Kletti, 2019). The MES is an information unit which extract its data and information from the ERP. Additionally, sensors, actors, machines, work place terminals and actual workers feed the MES with real-time information (Kletti, 2007). The middle layer MES, demonstrates the manufacturing control level and gives an overview of the current status of the production. The idea behind MES regarding fully automation indicates an off-topic field and will not be discussed furthermore (Berres et al., 2018). In the manufacturing level field the extraction of real-time data are given through sensors which are attached at the machines and throughout the whole process of manufacturing goods (Kletti, 2015). This set of data are crucial for Artificial Intelligence since the decision making process is based on a large data base which is given by the infrastructure from the manufacturing area (Mohanty, Bhuyan and Chenthati, 2015; Zhou et al., 2020). Therefore, the pragmatic requirements are given for the use of Artificial Intelligence, vast amount of data and the necessary technology stack to convert data into useful information (Mohanty, Bhuyan and Chenthati, 2015). This said, a MES with embedded AI methodologies shall improve the Overall-Equipment-Effectiveness of manufacturing companies (Kletti, 2019).
Manufacturing-Execution-System do not provide analytic and prediction capabilities, whereas AI algorithms can perform these tasks properly (Goodfellow, Bengio and Courville, 2017; Kletti, 2019; Zhou et al., 2020). Embedded AI applications do exist in a MES and can yield better results in the manufacturing area (Döbel et al., 2018; Purdy and Daughert, 2018), than currently used state-of-the-art algorithms, which perform poorer (Berres et al., 2018; Kletti, 2019; Mohanty, Bhuyan and Chenthati, 2015; Purdy and Daughert, 2018; Qi and Tao, 2018; Zhang et al., 2017). An AI supported MES helps to optimize the product scheduling (Novák, Vyskočil and Kadera, 2019), enhance product quality (Cupek et al., 2015) and improve optimal usage of human resources (Stadnicka, Litwin and Antonelli, 2019). The user of a MES does not have to develop an AI supported application, due to the digital twin (section 2.2.2), which replicates the current state of the production environment and can be used for planning, prediction and simulation with embedded AI algorithms (Zhou et al., 2020). A manufacturer can also develop his own AI solutions for the manufacturing area without a MES, on the other hand this requires additional resources such as wages for software developers, costs for software environment, software licensing, software runtime, development environment (Lödding et al., 2017). Therefore, embedded AI applications in a MES provides conformity, data consistency (in-build data validation rules), user-friendliness (since the application is built in the backend of the MES), huge and accurate databases, and pre-labelled data sets. These beneficial aspects amplifies a MES as a tool for using embedded AI applications (Berres et al., 2018; Mohanty, Bhuyan and Chenthati, 2015; Qi and Tao, 2018; Zhou et al., 2020).
2.2 Intelligent Manufacturing
This section will introduce the topic intelligent manufacturing. The topic includes new-generation intelligent manufacturing, digital twins and the co-operation of MES and Machine learning.
Traditionally, the manufacturing area involves the transformation from raw materials to an actual physical good. Precisely, it is a deliberate transformation of raw materials or goods into new commodities which are available for sale and the commodities are comprised out of numerous separately manufactured parts e.g. a personal computer (Castree, Kitchin and Rogers, 2013). The manufacturing process includes all steps through which raw materials are transformed into a final product. Nevertheless, the manufacturing area is under continuous change, this is caused due to a growing degree of automation, a high-level computational assistance and increasing system complexity (Kusiak, 2018). Manufacturers and researchers do tackle these circumstances with new technologies and methodologies. As Zhou et al. (2018) categorizes intelligent manufacturing into three basic paradigms: digital manufacturing, digital-networked manufacturing and new-generation intelligent manufacturing. The latter describes the involvement of Artificial Intelligence and advanced manufacturing technologies. It is covered through every link in the full life-cycle of design, production, product and service. The goal of the new-generation intelligent manufacturing is to increase OEE, enhance product quality and production performance, while reducing resource consumption (Zhou et al., 2018). The focus will be on new-generation intelligent manufacturing, Zhou et al. (2018) provides comprehensive description for the other two paradigms, digital manufacturing and digital-networked manufacturing. The three basic paradigms shall not be technologically separated from each other, they are interconnected and iteratively upgraded and highlights the integrated development characteristics of intelligent manufacturing (Zhou et al., 2018).
2.2.1 New-generation intelligent manufacturing
New-generation intelligent manufacturing has his motivations in the strong demand for economic and social development, the penetration of the Internet, the raise of technology stacks such as cloud computing, big data, the development of the Industrial Internet of Things (IIoT) and the rapid changes in the information technology sector (Zhou et al., 2018). On the other hand, new-generation intelligent manufacturing possesses Artificial Intelligence methodologies, such as deep learning, crossover collaboration, human-machine-interaction and crowd intelligence. These methodologies have the capability to understand complex systems and can be used to develop new technologies. Proper AI solutions are labelled as “narrow” and “general” AI, which will be explained in section 2.4.
Abbildung in dieser Leseprobe nicht enthalten
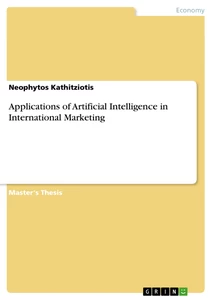
The overview in Figure 2 illustrates the system integration of new-generation intelligent manufacturing. The three main functional subsystems, intelligent products, intelligent production and intelligent services are connected with the Industrial Internet and the intelligent manufacturing cloud, and is covered by the overall term “Intelligent Integration”. Intelligent products are characterised by being highly-intelligent, user-friendly, high quality and cost-effective (Zhou et al., 2018). Intelligent production consists of intelligent production lines, intelligent workshops and intelligent production plants. Furthermore, they are the main activity in terms of new-generation intelligent manufacturing and achieve precise simulations/modelling, real-time optimization and decision-making of complex systems inside a production plant. Intelligent production is characterized by self-learning, self-sensing, self-adaptive and self-controlling intelligent production lines, intelligent workshops and intelligent plants. Thus, it achieves high-quality, flexibility in production scheduling, increase in efficiency and contributes to a safer manufacturing environment (Focke and Steinbeck, 2018; Novák, Vyskočil and Kadera, 2019; Zhou et al., 2018). Intelligent services cover all product life-cycle services such as, marketing, sales, supply, operation and maintenance (Zhou et al., 2018).
Intelligent manufacturing system have the capability to become smarter through learning regarding Zhou et al. (2020). This manufacturing system describes an interwoven integration of new-generation Artificial Intelligence technology, as stated above, and highly advanced manufacturing to be able learn and apply cognitive capabilities (Chen, Zhang and Geraedts, 2018; Zhou et al., 2020). Key differences to traditional and smart manufacturing is, that intelligent manufacturing systems exert integrated knowledge-based intelligent skills which are powered by Artificial Intelligence (knowledge-driven decision-making) (Zhang et al., 2017; Zhu et al., 2018). This said, new-generation intelligent manufacturing provides higher work efficiencies, enhances quality and optimizes capabilities. Thus, it is able to help manufacturing companies to improve their Overall-Equipment-Effectiveness (Zhou et al., 2020). The factor human in manufacturing will lead a smaller role regarding mechanical labour, there will be a shift from labour-intensive work to a working environment which strives and fosters the human creativity (Cha et al., 2020).
2.2.2 Digital twin in Manufacturing
A digital twin describes the image of a real physical environment of a manufacturing or production system. Different components are included such as machines, assets, work tasks and time terminations. These objects and their dynamic interactions with work tasks and time scheduling can simulate the manufacturing process inside a facility. Every asset, machine, tool holds a fix set of parameters which describes the properties of each object, this information is known due to the Manufacturing-Execution-System which interchanges information with the Enterprise-Resource-Planning System and the shop floor level (Berres et al., 2018). The idea of the digital twin was first proposed by Grieves in 2003 (Grieves and Vickers, 2017), and a more general admired definition was released from NASA (Grieves and Vickers, 2017): an integrated multi-physics, multiscale, probabilistic simulation of an as-built product, system or process which can mirror the life/activities of its corresponding twin using available physical models, history data, and real-time data. This definition reflects, that it is possible to connect the real-time on-going world with a digital twin which is the connection between the physical and cyber world (Zhou et al., 2020). A digital twin is still not sufficient enough to be able learn through experience, integrated knowledge-based intelligent skills which are powered by Artificial Intelligence are needed (Guo et al., 2020). Furthermore, a digital twin is required to be able to apply AI methodologies since the digital twin is the replication of the real physical world into valuable data which can be used by new-generation intelligent manufacturing systems (Berres et al., 2018; Zhou et al., 2020).
2.2.3 Co-operation of MES and Machine Learning
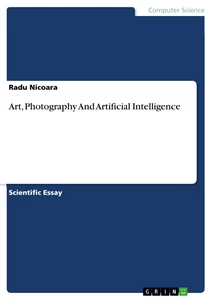
According to Lödding et al. (2017), intelligent manufacturing systems are based on concepts of autonomy and co-operation behaviour. These concepts are needed in order to adapt to fast changing production conditions. Intelligent manufacturing systems have to process a myriad amount of data into valuable information, the whole data processing is happening in distributed systems consisting of machines, resources, products and staff. An intelligent manufacturing system is designed to reach a global system goal. Intelligent knowledge-based skills allow execution for decision-making processes to reach the global goal, a MES delivers the necessary digital twin data, information and human knowledge (Berres et al., 2018). Zhou et al. (2020) expands the idea of intelligent manufacturing systems and defines a field of dynamic knowledge bases. This novelty includes capacities of self-improving and self-thinking, due to continuous knowledge accumulation and automatic knowledge navigation. A reference model (Figure 3) taken from Zhou et al. (2020) shall give an overview of the setting for intelligent manufacturing systems in combination with a Manufacturing-Execution-System, displayed as the unit which provides the digital twin data, information and human knowledge (Berres et al., 2018).
Abbildung in dieser Leseprobe nicht enthalten
Figure 3. Reference model for an intelligent manufacturing system, consisting of digital twin data and machine learning methods. Self-illustrated, adapted from Zhou et al. (2020); Original Figure does not provide dotted box around the Objects (Machines, Assets, …), Digital twin data, Information and Human knowledge, adapted from Berres et al. (2018)
Figure 3 demonstrates how the digital twin, information, human knowledge are connected with machine learning in order to achieve an autonomous state where a manufacturing company is able to understand the data, make predictions based on the data and optimize given resources (Zhang et al., 2017). In the beginning the raw data from the digital twin, information generated by service systems such as ERP and MES (which includes all the necessary information about physical objects) (Kletti, 2015; Ruivo et al., 2020) and human knowledge (Stadnicka, Litwin and Antonelli, 2019) are processed to a data clearing and pre-processing model to vanish not usable data. In general, this process would be accomplished with an external application, whereas a MES can accomplish this internally through data validation (Kletti, 2019). Afterwards this data are used to train the machine learning models, consisting of learned models, self-adapted rules and simulation cases. The generated knowledge is then evaluated and corrected through machine learning methodologies. Qualified knowledge is than stored in the dynamic knowledge base, which can be transferred to different scenarios inside the manufacturing unit. It is a continuous learning process since real-time data are being fed into the “machine learning”, with the help of knowledge navigation. Hence, the intelligent system can be used to exert self-decision-making and also improve manufacturing performance due to understanding patterns, and potential optimisations. Additionally, simulations and predictions are applicable, whereas a MES does not possess these analytic capabilities (Kletti, 2019; Zhang et al., 2017; Zhou et al., 2020).
For optimal usage of Machine Learning algorithms in co-operation with a Manufacturing-Execution-System data have to be pre-processed and shall be in the data type of time series (Berres et al., 2018). Time series are a collection of values obtained from sequential measurements over time. It is a collection of data in a specific set of time which is observed and then organized into data. Time series and their analysis is to detect anomalies, motif discovery, simulate predictions, and to be able to cluster, classify and segment data. This is achievable through the use of the tool set of statistical and Artificial Intelligence methodologies (Esling and Agon, 2012). For further information about data aggregation and the technical aspects of interfaces and data transfer, please refer to Kletti (2007, 2015, 2019). Time series analysis allows to recognize trends over time in a given data set. The algorithm detect potential anomalies and flags deviations from the direction of the trend. Furthermore, pattern recognition is possible with the mentioned type of data. The algorithm is able to check values entered (Borycki, 2017) into the MES and can find abnormalities and can cluster them independently in an automated manner.
2.3 Overall-Equipment-Effectiveness (OEE)
This chapter shall display the reader insight about the Overall-Equipment-Effectiveness metric commonly used by manufacturing companies to measure their overall effectiveness in their key activities. The OEE informs manufacturing companies about their key activities for manufacturing since the OEE metric is split into three factors (Relkar and Nandurkar, 2012). The OEE is calculated as the product of the factors Availability (A), Performance Rate (PR) and Quality Rate (QR) regarding Relkar and Nandurkar (2012).
Different authors concisely illustrate the same equation as above shown with different parameters in the wording of “availability”, “performance rate” and “quality rate”. Moreover, they do not differ in the meaning, for the OEE equation. The equation consists regularly of three parameters; performance, availability and quality (Focke and Steinbeck, 2018). Nevertheless, the OEE is a comprehensive metric which helps manufacturing companies to keep track of the different parameters which influence their key activities along their the manufacturing processes and grants an insights regarding the holistic view (Relkar and Nandurkar, 2012). OEE is historically based on the TPM (Total Productive Maintenance) idea to continually improve all the sections of a manufacturing company. The OEE can be seen as an overall plant effectiveness of the value-adding activities of a plant. It displays the productivity of a plant and additionally illustrates the losses within the manufacturing process. For in-depth definition and the sub-parts of the equation please refer to Focke and Steinbeck (2018); Relkar and Nandurkar (2012).
2.4 Artificial Intelligence
This chapter shall give an overview about AI and belonging subfields such as machine learning and artificial neural networks. Main differences between the fields will be demonstrated and the definition of each field will be given for a better general understanding. Also the characteristics of AI methodologies will be explained and in the final part of the chapter how feasible and usable AI methodologies are in a real-word environment, such as the manufacturing environment. It will not be an in-depth analysis which algorithms will be used, the chapter is for general knowledge. Further research regarding algorithms is done by Goodfellow et al. (2017). The mentioned source describes profoundly the necessary parts with mathematical expertise and knowledge in the field of AI.
Formally, Artificial Intelligence is a vague definition in the scientific world. “Artificial” is clear, artificial means it is not given in a the natural environment from the world, it is more over made or created by humans (Poole, Mackworth and Goebel, 1998). Researchers in the field of informatics and philosophy still have not consequent definition for Artificial Intelligence (Dobrev, 2012). The part “intelligence” of AI is not really defined by the scientific audience (Turner, 2019). Intelligence can be described as a range/set of attributes or abilities, further explanation are given from Turner (2019) which focuses on various aspects of defining “intelligence”. A definition from (Aceves-Fernandez, 2018) states that AI is a research field where machines are able to show mastered cognitive skills in taking decisions (Zhou et al., 2020), learn and perceive the environment, predict possible outcomes from a set of inputs into a pattern behaviour and process written or spoken languages. Goodwill et al. (2018) illustrates it as follows; in the early days of AI, AI supported solutions for computer programs handled pretty straight-forward problems. These problems were described as a list of formal, mathematical rules, which the program just followed. But regarding Goodwill et al. (2018) the true challenge and the key activities and strengths of AI are based on tasks which are easy to perform for a computer program but are hard to describe formally by humans. Problems which humans solve intuitively, which feel automatic e.g. recognizing spoken words, faces in images (Prince Barpaga, 2019) or a letter filled out with human hand writing to recognize each numeric and alphabetic element. Kahraman (2012) points out that, Artificial Intelligence is a branch of computer science researching problems where effective computational algorithms are not existing. Lateef (2019) formulates AI as the development of computer systems which are capable of performing tasks that necessarily require human intelligence intervention, including decision-making (Zhou et al., 2020), object detection and clustering (Google Developers, 2020a), and solving complex real-world problems (Marshall, 2009).
Additionally, it is reasonable to differ between two classification for Artificial Intelligence, narrow and general AI (Turner, 2019). Narrow AI, or weak AI, describe the ability of a system which eagers to solve a specified aim or a set of goals, with the help of techniques which refer to be “intelligent”. This limited goal just include a specified set of actions and is only suitable to the task it is designed for and the utmost used AI application are coped under the umbrella of “narrow” AI (Penrose, 2016; Turner, 2019). In contrast general AI, or strong AI is the ability to achieve an unlimited range of goals, and also to set new goals (also independently), including situations where a high degree of uncertainty and fuzziness is given (Turner, 2019; Weinbaum and Veitas, 2017).
Regarding Atul (2020), Artificial Intelligence is a technique which allows machines to act like humans by trying to replicate their natural behaviour. All topics of AI including machine learning and artificial neural networks are subsets of each other. Where AI uses techniques that machines are able to mimic human behaviour. Machine learning which is a subset of AI uses statistical methods to enable machines to improve their performance by growing experience, which will be explained further in section 2.4.1.
Artificial neural networks or deep learning is a subset of machine learning which includes multi-layer artificial neural networks in the computation process, this will be described in section 2.4.2. The following Venn diagram (Figure 4) shall illustrate this constellation, adapted from Atul (2020) and Goodfellow et al. (2017).
[...]
- Quote paper
- Yasin Sengöz (Author), 2020, Artificial Intelligence Suitability. Assessment of Manufacturing-Execution-System Functions, Munich, GRIN Verlag, https://www.grin.com/document/903511

Similar texts





Publish now - it's free

Comments